Intermédiaire / Avancé
Comment faire :
Panneaux de vitraux encadrés avec de la came de zinc
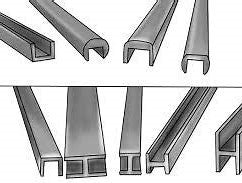
Le « Came » est un canal fabriqué à partir d'une variété de métaux et est disponible dans diverses formes. Les deux métaux les plus couramment utilisés pour fabriquer le Came sont le plomb et le zinc. Nous proposons plusieurs tailles de
Came en zinc et
de Came en plomb sur notre site Web. Le Came en zinc est disponible en différentes largeurs. Plus la largeur est
large , plus il est
résistant . Le Came en zinc est rigide et peut être difficile à couper. Il se prête bien aux formes géométriques. Lorsqu'il est utilisé comme bordure pour un panneau de vitrail, il fournira un bord propre et solide à ce panneau. Choisissez une largeur en fonction de l'apparence de votre pièce ainsi que de sa taille. Le Came en « U » / Came de recouvrement est plus facile à travailler mais a peu de résistance.
Matériaux et outils nécessaires :
- Votre panneau de vitrail
- Votre choix de Zinc Came
- Votre choix de cintres (nous présentons les cintres pratiques dans ce tutoriel)
- Dalle de plafond ou surface de travail équivalente résistante à la chaleur
-
Punaises (bords droits – en option)
- Feutre
- Règle / Outil de mesure
- Scie à métaux à dents fines ou scie à came ( boîte à onglets – en option)
- Lime à métaux
- (Ruban de masquage ou ruban électrique - facultatif)
- Fer à souder, support et éponge humide
- Soudure 60/40
- Flux et pinceau à flux
Remarque : Cliquez sur les photos pour les agrandir !
Remarque : les étapes ne se dérouleront pas toujours dans l'ordre, notamment la mesure et la découpe. Vous ferez des allers-retours !
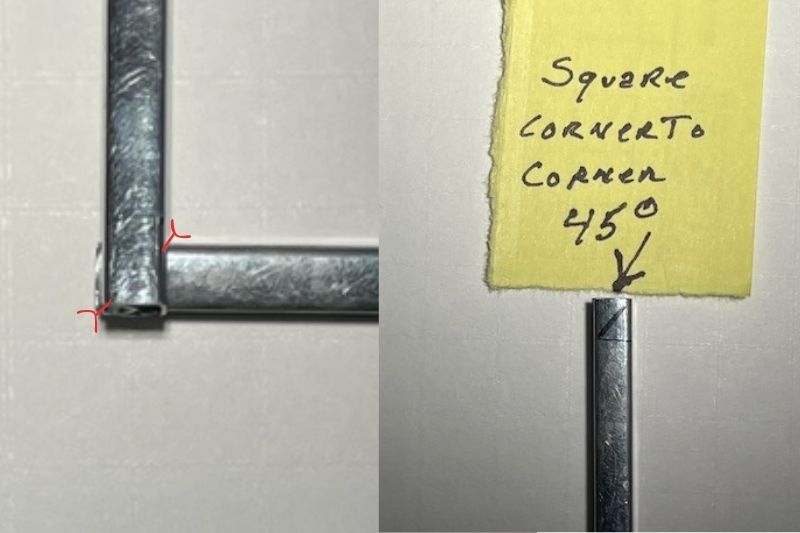
Mesure de la came : coupez un petit morceau (1 à 2 pouces) de votre came pour l'utiliser comme gabarit de marquage. Posez-le sur un autre morceau de came (les deux morceaux sont couchés sur le côté comme s'ils étaient sur une pièce finie !) et marquez la largeur de la jauge (des deux côtés) sur la came de jauge. Tracez une diagonale d'un coin à l'autre de ces marques. Cela vous donnera une ligne à 45° sur laquelle couper.
 Réaliser un bord en onglet précis
Réaliser un bord en onglet précis
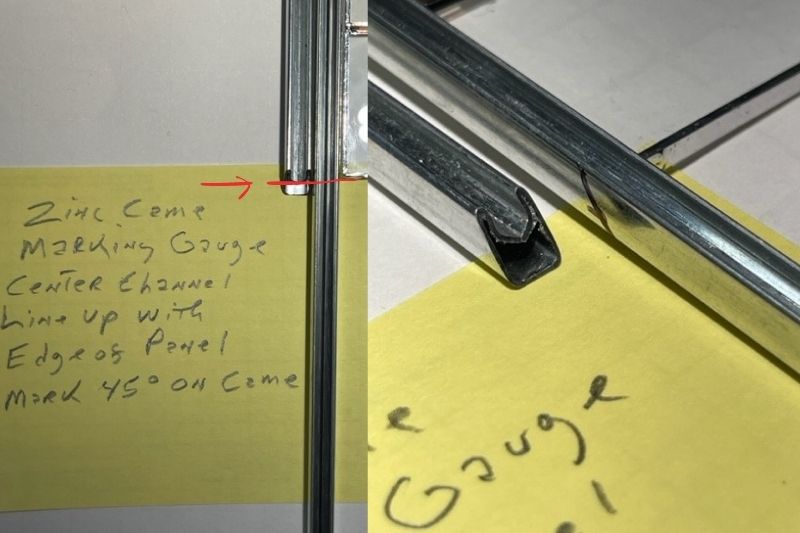
Placez une longueur de came sur le bord inférieur de votre panneau. Placez votre gabarit à onglet à côté de celui-ci de sorte que l'extrémité du canal central soit alignée avec l'extrémité du panneau de verre. Marquez l'angle de 45° sur la pièce de came du cadre.

À l'aide d'une jauge, le cadre est venu pour mesurer et marquer  Après la découpe, vous pouvez voir que le canal central s'aligne avec l'extrémité du panneau de verre
Après la découpe, vous pouvez voir que le canal central s'aligne avec l'extrémité du panneau de verre
Couper la came : Remarque : Après tout cela, vous constaterez peut-être qu'une boîte à onglets simplifiera ce processus ! 
Placez la lame de votre scie sur la ligne de coupe et sciez vers le bas. Laissez la lame de scie faire le travail, ne forcez pas la coupe. Coupez tous les côtés et prévoyez des marges pour les cintres. Limez chaque coupe pour éliminer les bavures et affiner l'angle de coupe.
 Dépôt du came
Dépôt du came
 Regardez ce bord en onglet magnifiquement ajusté !
Regardez ce bord en onglet magnifiquement ajusté !
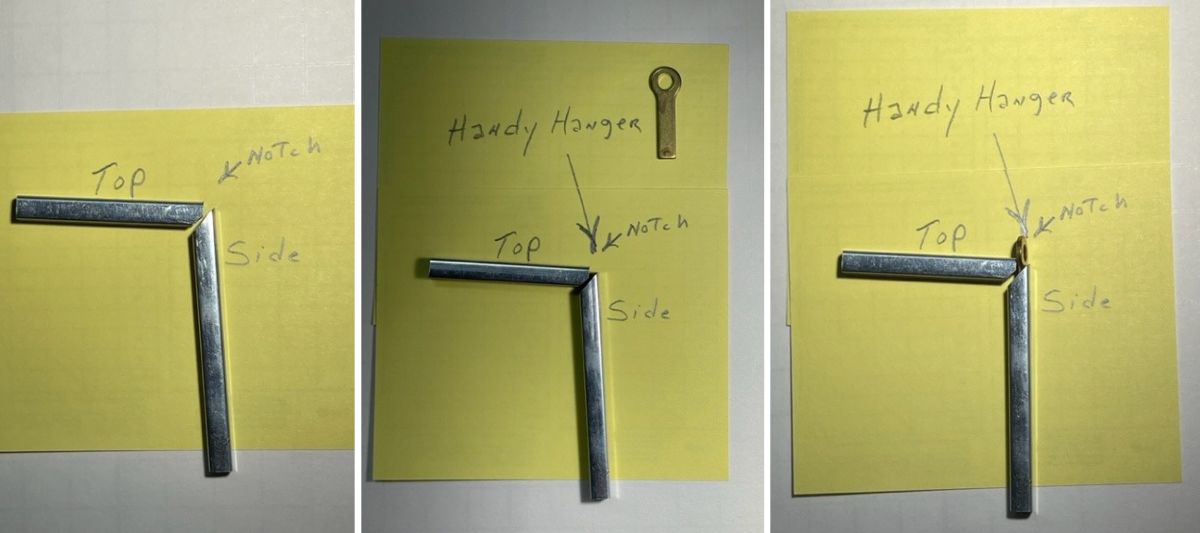
Cintres, partie 1 : Prévoyez à l'avance le type de cintre que vous utiliserez. Nous recommandons les cintres pratiques, qui nécessitent une petite modification de la pièce supérieure en zinc. Voir la photo en trois étapes ci-dessous qui montre une petite encoche limée dans la pièce supérieure. Une fois assemblé à sec, le cintre pratique glissera vers le bas dans la pièce latérale en zinc à travers cette encoche (notez qu'il est montré à plat sur la deuxième photo, puis tourné latéralement sur la troisième photo pour s'insérer dans le côté).
 Faire de la place pour un cintre pratique Soudure du cadre en zinc : REMARQUE
Faire de la place pour un cintre pratique Soudure du cadre en zinc : REMARQUE :
La soudure du zinc nécessite plus de chaleur que la feuille de cuivre. Ajustez à sec les côtés de votre panneau de vitrail et fixez-les en place avec des épingles.
 (Des bâtonnets de glace peuvent être utilisés comme cales sous le verre, si un basculement est constaté.)
(Des bâtonnets de glace peuvent être utilisés comme cales sous le verre, si un basculement est constaté.)
REMARQUE :
Vous pouvez utiliser du ruban adhésif pour contrôler/contenir la soudure. (Si vous l'utilisez, le ruban adhésif doit être collé au zinc avant l'application du flux.) REMARQUE : Le flux doit être appliqué 1 joint à la fois pour de meilleurs résultats. Côté 1 : Soudez chaque joint de bord (tous ceux qui touchent le côté de la came de zinc), en travaillant tout autour des 4 côtés jusqu'à ce que tous les joints d'intersection soient soudés à la came de zinc.
Cintres, partie 2 : Si vous utilisez des cintres pratiques, étamez-les et glissez-les dans l'encoche que vous avez créée. Si vous utilisez une autre méthode de suspension, fabriquez ou préparez (modifiez) les cintres pour qu'ils s'insèrent dans les canaux verticaux en zinc. Étamez les cintres et placez-les dans les canaux. Ils seront soudés en place en même temps que les coins seront faits.
Coins : Appliquez une petite quantité de soudure, en utilisant le bord biseauté du fer à souder, directement sur le joint d'angle. Continuez à appliquer de petites quantités de soudure de cette manière jusqu'à ce que vous voyiez qu'elle a pénétré le joint.
 Détails du fer à souder coudé et des joints finis et non finis
Détails du fer à souder coudé et des joints finis et non finis
Face 2 : Retournez soigneusement votre panneau et répétez le même processus que la face 1.
Finition : Nettoyez soigneusement le panneau. Si nécessaire, vous pouvez utiliser
de la laine d'acier oooo sur la tige de zinc pour l'éclaircir ou éliminer l'oxydation causée par le flux. Si vous patinez votre panneau, vous obtiendrez les meilleurs résultats en utilisant
du noir d'étain « JAX ».
 Cirer et suspendre. Nettoyants et polissage (stainedglassexpress.com) Remarque : les panneaux terminés peuvent être lourds. Utilisez une chaîne ou un câble qui supportera facilement son poids. Sources :
Cirer et suspendre. Nettoyants et polissage (stainedglassexpress.com) Remarque : les panneaux terminés peuvent être lourds. Utilisez une chaîne ou un câble qui supportera facilement son poids. Sources : Everything Stained Glass – Molly Frances Ezine Articles – Maurine Summy Living Sun Glass – Samantha Calder James A Veilleux
Recherché, interprété et arrangé par : James A Veilleux 04/05/2023
















{kind=link}